Das Naturstein-Etiketten-Experiment
Barcode-Etiketten auf Natursteinplatten klingen nach einer gelösten Aufgabe. In der Praxis haben Betriebe weltweit monatelang getestet, Klebstoffe verworfen, Drucker gewechselt und Custom-Software schreiben lassen — bevor sie eine geeignete Lösung gefunden haben. Fünf dokumentierte Erfahrungen und die Kosten, die sie verursacht haben.

Eine Frage, die keiner klar beantworten kann
In einem Fachforum für Steinverarbeiter steht seit einem Jahr eine einfache Frage. Ein Unternehmer aus der Branche fragt seine Kollegen: "Wie macht ihr das mit dem Plattenlager und den Aufträgen? Arbeiten die meisten noch mit Excel-Tabellen? Oder gibt es eine Software, die das Leben wirklich leichter macht?"
Die Frage klingt harmlos. Sie beweist etwas Unangenehmes: Die Branche weiß selbst nicht, was Standard ist. Jeder Betrieb versucht, seinen Weg zu finden. Einer arbeitet mit Etiketten aus dem Bürobedarf, einer mit einem Handgerät für laminierte Beschriftungsbänder, einer hat sich eine eigene Software programmieren lassen. Kein gemeinsamer Nenner. Keine Norm. Keine klaren Schritte, an die sich Nachfolger halten könnten.
Die Folgen: Jeder Betrieb erfindet das Etikettieren neu. Manche Versuche kosten Wochen, andere Monate, manche Tausende Euro. Dieser Artikel zeigt fünf dokumentierte Geschichten aus Natursteinbetrieben in drei Kontinenten — und macht sichtbar, was solche Experimente wirklich kosten.
Ein Monat Aufwand für ein einfaches Ergebnis!
In einer branchenweiten Umfrage beschreibt ein US-Natursteinbetrieb, wie er sein Barcode-System aufgebaut hat. Die Antwort ist ausführlich. Der Betrieb hat zuerst versucht, klassische Klebeetiketten auf die rauen Plattenkanten zu bekommen. Ergebnis: Sie hielten nicht. Also wurde getestet.
"We spent almost 1 month researching and trialing out different media types with different adhesives to find something that would stick to the rough edge of a granite slab but decided on using silicone with the poly tags rather than sticky labels. Fun times …"
Ein ganzer Monat. Verschiedene Materialien, verschiedene Klebstoffe. Das Ergebnis: Der Betrieb gibt Klebeetiketten auf und montiert Kunststoff-Tags mit Silikon an die Plattenkante. "Fun times" — Sarkasmus eines Unternehmers, der Wochen seiner Zeit und seines Personals in ein Grundlagenproblem gesteckt hat.
Ein deutscher Etikettenhersteller führt Steinplatten in einer eigenen Produktkategorie: "schwierige Oberflächen". Die Begründung ist technisch nüchtern — porös, texturiert, oft staubig. Standard-Kleber haftet nur teilweise. Wer einen Monat testet, hat das auf die harte Tour gelernt.
Die Rechnung für diesen Betrieb: vier Wochen Personalzeit für einen Produktionsleiter und eine Bastellösung statt einer Industrie-Lösung. Konservativ gerechnet ein vierstelliger Betrag — für Etiketten!
Frozen — ein Test ganz ohne Happy End
Ein anderer Natursteinbetrieb aus einer kälteren Region beschreibt in derselben Umfrage seine Lösung — und sie klingt nach Kapitulation:
"We use a Rhino 5200 label maker because our slabs are outside in frigid weather. We use silicone to adhere them to the stone. They're very expensive, but we'll change products this spring when we open our indoor sales office."
Ein Rhino 5200 ist ein Handgerät für laminierte Beschriftungsbänder. Die Art Drucker, den ein Haustechniker am Gürtel trägt. Kein Industrie-Labeldrucker, keine Netzwerkanbindung, kein Datenbank-Abgleich. Der Betrieb hat den branchenüblichen Zebra-Standard aufgegeben, weil die Etiketten im Außenlager bei Minusgraden nicht halten. Silikon und laminiertes Band statt Thermo-Transfer und Polyester.
Ein italienischer Etiketten-Fachblog beschreibt das Problem von der anderen Seite: "Etiketten-Applikations-Probleme werden oft von Umweltbedingungen verursacht, besonders Temperatur und Feuchtigkeit. Wenn möglich, Etiketten nur unter trockenen Bedingungen bei Raumtemperatur anbringen."
Nur — ein Steinverarbeiter hat diese Wahl nicht. Platten kommen nass vom Gattern, werden zum Teil draußen gelagert, im Winter bei Kälte, im Sommer bei Hitze. Die Idealbedingung des Etikettenherstellers ist im Betrieb die Ausnahme, nicht die Regel.
Die Rechnung für diesen Betrieb: teure laminierte Bänder, ein Handgerät ohne Software-Anbindung, manuelle Erfassung jeder Platte. Die Anschaffung eines neuen Systems wartet auf die Öffnung eines Indoor-Showrooms im Frühjahr — ein Jahr Improvisation.
Warum der ganze Aufwand mit den Barcodes?
Ein US-Berater für Barcode-Systeme in der Steinbranche dokumentiert in einem Podcast, was einer seiner Kunden bei der jährlichen Inventur erlebt hat — durch die Einführung eines Barcode-Systems:
"This customer went from taking several people, two, three, four days to get through the shop doing the manual physical inventory down to less than a day because they were able to go out and scan the barcodes."
Vorher zwei bis vier Tage Inventur mit mehreren Mitarbeitern. Jedes Jahr. Die meisten Betriebe führen manuelle Zähllisten und Excel-Tabellen — ein Zeitfresser bei Inventuren. Im Übrigen ein Thema, das in Branchen-Posts auf LinkedIn immer wieder auftaucht. Ein Logistik-Experte schreibt über ähnliche Betriebe: "Staff spend hours searching for material that is 'in the system' but not where it should be."
Die Rechnung ist einfach: drei Mitarbeiter, vier Tage Inventur — das sind 96 Personenstunden. Zum durchschnittlichen Stundenlohn eines Betriebsmitarbeiters liegen die Kosten im vierstelligen Bereich. Mit Barcode: unter einem Tag! Das braucht keinen Taschenrechner. Den Kostenunterschied kann jeder Unternehmer im Schlaf aufsagen.
Dabei schauen wir hier nur auf den Vorgang der Inventur. Die versteckten Kosten sind viel größer: Platten, die als "im System" gebucht aber nicht auffindbar sind; Doppelverkäufe, weil Reservierungen mündlich laufen; Reststücke, die im Lager stehen und nicht genutzt werden.
Eigentlich klar aber trotzdem immer wieder gerne missverstanden: Barcode-Label müssen halten! Sonst droht ein Platten-Chaos. Ein Handbuch eines führenden Materialherstellers bringt dieses Problem auf den Punkt: Das Label auf der Platte ist nicht dekorativ. Wenn es abfällt, ist auch die Charge-Zuordnung weg. Damit dann auch die Farbkonsistenz in der Lieferung. Die Reklamation ist vorprogrammiert.
Eine Frage der Disziplin
Die modernsten Lösungen sind seit Jahren auf dem Markt: QR-Codes auf jeder Platte, mit Anbindung an ein Betriebssystem. Foto, Maße, Charge, Lagerort — ein Scan, alles da.
QR-Codes sind nur so wertvoll wie die erfassten Daten zu jeder Platte. Die Zusammenfassung in einem Nutzer-Tutorial sagt alles: "Plattenbezogene Lagerverwaltung verlangt ein hohes Qualitätsbewusstsein und Kontrollniveau vom Betrieb, weil sie von den Daten abhängt, die Mitarbeiter ins System eingeben müssen."
Das Problem ist nicht die Technik. Das Problem ist die Disziplin. Jede wichtige Bewegung sollte erfasst werden. Reservierungen, Verkauf, Lagerwechsel. Wenn ein Mitarbeiter eine Platte umlagert und es nicht im System vermerkt, ist die Information im nächsten Scan nur noch halb so viel wert. Wenn ein Reststück nach dem Schnitt nicht als neues Objekt angelegt wird, verschwindet es.
Die Rechnung dafür lässt sich nur sehr schwer in Stunden ausdrücken — genauso schwierig ist es, verlorene Verkäufe, reklamierte Projekte und Kunden, die nicht wiederkommen, zu beziffern. Doch eine Branchen-Weisheit beschreibt es sehr genau: "Knowing what is in stock is mandatory. Using the system tag slabs so they are not double sold." Doppelt verkauft — ein Thema, das immer wieder erwähnt wird und den Verkäufern im Gespräch mit dem unzufriedenen Kunden einiges abverlangt.

Was sind die Lehren aus diesen Erfahrungen?
Fünf Betriebe, fünf Geschichten. Nebeneinander gelegt, zeichnet sich ein Muster ab.
Erstens: Das Material entscheidet! Barcodes aus Standard-Papieretiketten — Label-Printer gekauft im Bürobedarf-Geschäft — halten nicht auf poröser, staubiger, nasser Plattenkante — unabhängig vom Kleber. Wer am Label-Printer spart, zahlt später in Testmonaten, Personalzeit und improvisierten Lösungen. Das richtige Material — Polyester mit Resin-Ribbon und High-Tack-Kleber — ist bekannt. Die meisten Betriebe finden es trotzdem erst nach Wochen oder Monaten eigener Versuche heraus.
Zweitens: Die Integration als ein Projekt angehen. Der Industriedrucker steht im Katalog, der Scanner liegt auf dem Tisch. Zwischen Tablet und Drucker klafft trotzdem eine Lücke. Industrielle Labeldrucker sprechen eine eigene Sprache, die iPads und Android-Geräte nicht verstehen. Der normale Druckdialog findet den Drucker schlicht nicht. Ohne Brücke bleibt das System ein Stückwerk. Also Fachleute einbeziehen.
Drittens: Ohne Disziplin ist jedes System wertlos. Der beste Barcode und die sauberste Software scheitern, wenn die Stammdaten nicht gepflegt werden. Wer glaubt, die Technik allein löse das Lagerproblem, liegt falsch. Alle Mitarbeiter müssen in Disziplin geschult werden. Im Sinne des Teams.
Die Geschichten in diesem Artikel zeigen: Selbst-Basteln kostet. Monate, Geld und die Geduld der Mannschaft. Für Betriebe, die aus diesen Erfahrungen lernen wollen, ohne sie selbst durchzumachen, gibt es eine fertige Antwort. Material, Druckweg, Disziplin — jeder Punkt gelöst, jedes Ergebnis erprobt im täglichen Betrieb.
Wie die erprobte Lösung heute aussieht, steht im zweiten Teil: Barcode-Drucker — Erfahrungen mit Natursteinplatten.
Experimente kosten — eine durchdachte Lösung spart
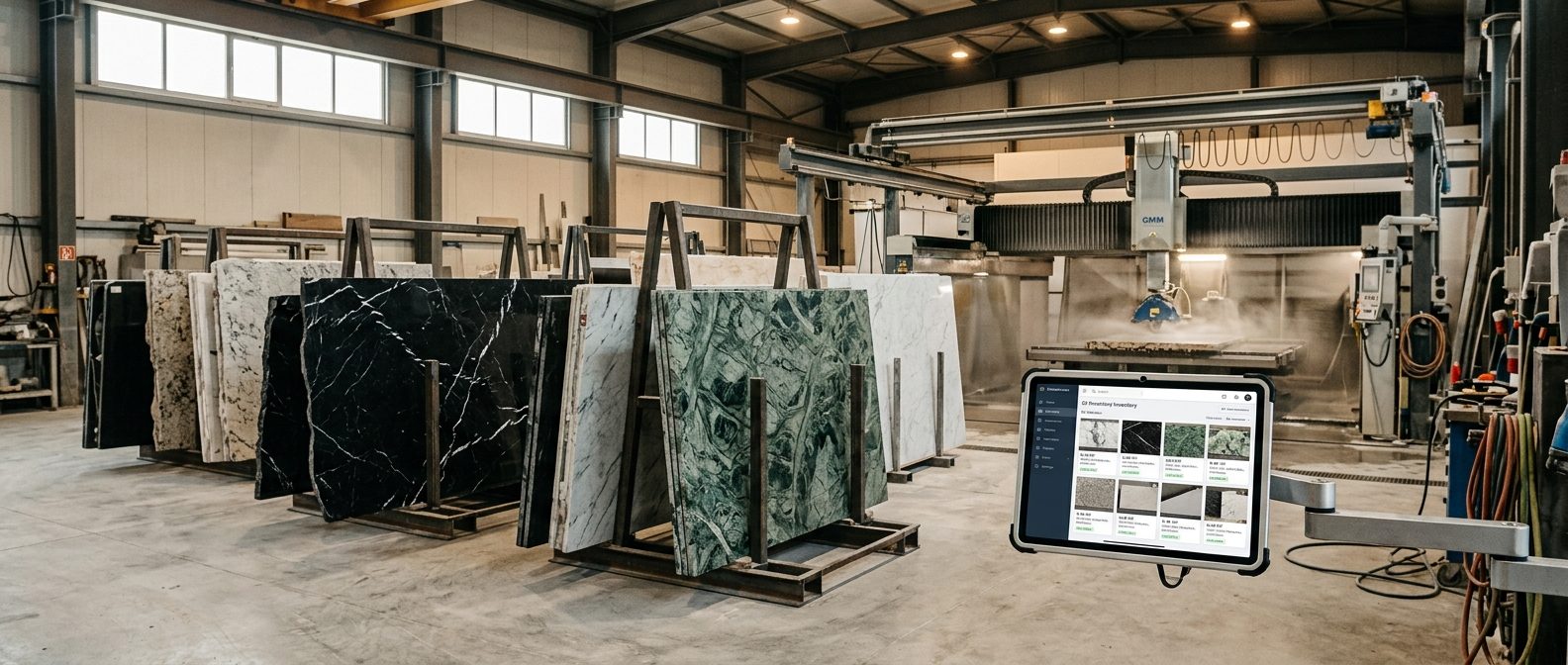
DDL verknüpft jede Natursteinplatte mit Foto, Maßen, Veining und Range-Vorgaben. Der Barcode auf der Platte öffnet den digitalen Pass — Reservierungen, Lagerplatz, Projekthistorie. Die Print Bridge löst den Weg vom Tablet zum Industriedrucker. Keine Monate Testen, keine Bastellösung — und trotzdem offen für alle Fabrikate und schon im Betrieb vorhandene Drucker und Scanner.
Lagerverwaltung kennenlernenDDL Lösungen entdecken

Die eigene Barcode-Baustelle abschließen?
Jan Keller zeigt, welcher Drucker, welches Material und welche Software-Brücke zum Betrieb passen. Ein Gespräch, 20 Minuten.