A experiência da etiquetagem em pedra natural
Etiquetas de código de barras em chapas de pedra natural parecem um problema resolvido. Na prática, oficinas em todo o mundo passaram meses a testar, descartaram colas, trocaram de impressora e mandaram desenvolver software à medida — antes de encontrarem uma solução que aguenta. Cinco experiências documentadas e os custos que provocaram.

Uma pergunta a que ninguém responde com clareza
Num fórum profissional para marmoristas há uma pergunta simples parada há um ano. Um dono de oficina pergunta aos colegas: «Como é que fazem com o stock de chapas e com as encomendas? A maioria ainda trabalha com folhas de Excel? Ou existe algum software que realmente torne a vida mais fácil?»
A pergunta parece inofensiva. Prova algo incómodo: o próprio setor não sabe o que é o padrão. Cada oficina procura o seu caminho. Uma usa etiquetas de papelaria, outra um aparelho portátil para fitas laminadas, outra encomendou software à medida. Nenhum denominador comum. Nenhuma norma. Nenhum passo claro a que um sucessor se possa agarrar.
Consequência: cada oficina reinventa a etiquetagem. Algumas tentativas custam semanas, outras meses, algumas milhares de euros. Este artigo mostra cinco histórias documentadas de oficinas de pedra natural em três continentes — e torna visível quanto custam, na realidade, estas experiências.
Um mês de trabalho para um resultado simples!
Num inquérito setorial, uma oficina de pedra natural norte-americana descreve como montou o seu sistema de código de barras. A resposta é longa. A oficina começou por tentar fazer aderir etiquetas autocolantes clássicas aos cantos rugosos das chapas. Resultado: não aguentavam. Avançaram então para os testes.
"We spent almost 1 month researching and trialing out different media types with different adhesives to find something that would stick to the rough edge of a granite slab but decided on using silicone with the poly tags rather than sticky labels. Fun times …"
Um mês inteiro. Materiais diferentes, colas diferentes. O resultado: a oficina abandona as etiquetas autocolantes e fixa plaquetas de plástico ao canto da chapa com silicone. «Fun times» — o sarcasmo de um dono que investiu semanas do seu tempo e do tempo da sua equipa num problema básico.
Um fabricante alemão de etiquetas inscreve as chapas de pedra numa categoria própria de produto: «superfícies difíceis». A justificação é técnica e seca — porosas, texturadas, muitas vezes com pó. Colas standard aderem apenas parcialmente. Quem passa um mês a testar aprende isso da forma mais dura.
A conta desta oficina: quatro semanas de tempo de um responsável de produção e uma solução improvisada em vez de uma solução industrial. Em cálculo prudente, um valor de quatro algarismos — por etiquetas!
Frozen — um teste sem final feliz
Uma outra oficina de pedra natural de uma região mais fria descreve no mesmo inquérito a sua solução — e soa a capitulação:
"We use a Rhino 5200 label maker because our slabs are outside in frigid weather. We use silicone to adhere them to the stone. They're very expensive, but we'll change products this spring when we open our indoor sales office."
Um Rhino 5200 é um aparelho portátil para fitas laminadas de etiquetagem. O tipo de impressora que um técnico de edifícios leva ao cinto. Nada de impressora industrial, sem ligação de rede, sem sincronização com base de dados. A oficina abandonou o standard Zebra do setor porque as etiquetas não aguentavam no parque exterior com temperaturas negativas. Silicone e fita laminada em vez de transferência térmica e poliéster.
Um blogue italiano especializado em etiquetas descreve o problema pelo lado oposto: «Os problemas de aplicação de etiquetas são frequentemente causados pelas condições ambientais, em especial temperatura e humidade. Sempre que possível, aplicar as etiquetas apenas em condições secas e à temperatura ambiente.»
Só que — um marmorista não tem essa escolha. As chapas saem molhadas do tear, são armazenadas parcialmente no exterior, no inverno com frio, no verão com calor. A condição ideal do fabricante de etiquetas é, na oficina, a exceção, não a regra.
A conta desta oficina: fitas laminadas caras, um aparelho portátil sem ligação a software, registo manual de cada chapa. A aquisição de um novo sistema aguarda a abertura de um showroom interior na primavera — um ano de improviso.
Porquê todo este esforço com os códigos de barras?
Um consultor norte-americano para sistemas de código de barras no setor da pedra documenta num podcast o que um dos seus clientes viveu no inventário anual — graças à introdução de um sistema de código de barras:
"This customer went from taking several people, two, three, four days to get through the shop doing the manual physical inventory down to less than a day because they were able to go out and scan the barcodes."
Antes: dois a quatro dias de inventário com vários colaboradores. Todos os anos. A maioria das oficinas ainda usa listas de contagem manuais e folhas de Excel — um consumidor de tempo no inventário. Um tema que, aliás, aparece repetidamente em publicações setoriais no LinkedIn. Um especialista em logística escreve sobre oficinas semelhantes: "Staff spend hours searching for material that is 'in the system' but not where it should be."
A conta é simples: três colaboradores, quatro dias de inventário — são 96 horas-pessoa. Ao custo horário médio de um trabalhador de oficina, o valor fica na casa dos quatro algarismos. Com código de barras: menos de um dia! Não é preciso calculadora. Qualquer dono recita esta diferença de custos a dormir.
E aqui estamos a olhar apenas para o evento do inventário. Os custos ocultos são bem maiores: chapas lançadas como «em sistema» mas que não se encontram; vendas duplas porque as reservas circulam por via oral; restos que ficam no parque e não são usados.
Evidente, mas mesmo assim tantas vezes mal entendido: as etiquetas de código de barras têm de aguentar! Caso contrário, instala-se o caos no parque. Um manual de um grande fabricante de materiais põe o dedo na ferida: a etiqueta na chapa não é decorativa. Se cair, cai com ela a atribuição do lote. E, com isso, a consistência de cor na entrega. A reclamação está programada.
Uma questão de disciplina
As soluções mais modernas estão no mercado há anos: QR codes em cada chapa, ligados a um sistema operacional. Foto, medidas, lote, localização — uma leitura, está tudo ali.
Os QR codes só valem o que valem os dados registados para cada chapa. O resumo num tutorial para utilizadores diz tudo: «A gestão de stock chapa a chapa exige da oficina um elevado nível de consciência da qualidade e de controlo, porque depende dos dados que os colaboradores têm de introduzir no sistema.»
O problema não é a técnica. O problema é a disciplina. Cada movimento importante deve ser registado. Reservas, vendas, mudanças de localização. Se um colaborador muda uma chapa de sítio e não regista no sistema, na leitura seguinte a informação vale apenas metade. Se um resto não é criado como novo objeto depois do corte, desaparece.
A conta é muito difícil de exprimir em horas — tão difícil como pôr um número nas vendas perdidas, nas obras contestadas e nos clientes que não voltam. Mas uma máxima do setor descreve-o com precisão: "Knowing what is in stock is mandatory. Using the system tag slabs so they are not double sold." Vendida duas vezes — um tema que volta sempre e que exige muito ao vendedor na conversa com o cliente insatisfeito.

Que lições tirar destas experiências?
Cinco oficinas, cinco histórias. Colocadas lado a lado, desenha-se um padrão.
Primeiro: o material decide! Códigos de barras em etiquetas de papel standard — impressora comprada em papelaria — não aguentam num canto poroso, com pó e molhado — independentemente da cola. Quem poupa na impressora de etiquetas paga depois em meses de testes, tempo de pessoal e soluções improvisadas. O material certo — poliéster com ribbon de resina e cola high-tack — é conhecido. A maioria das oficinas só o descobre, ainda assim, depois de semanas ou meses de tentativas próprias.
Segundo: encarar a integração como um projeto. A impressora industrial está no catálogo, o scanner está em cima da mesa. Entre tablet e impressora abre-se, mesmo assim, uma lacuna. As impressoras industriais de etiquetas falam uma língua própria que iPads e dispositivos Android não compreendem. A caixa de diálogo normal de impressão, simplesmente, não encontra a impressora. Sem ponte, o sistema fica em retalhos. É preciso trazer especialistas.
Terceiro: sem disciplina qualquer sistema não vale nada. O melhor código de barras e o software mais limpo falham se os dados mestre não forem mantidos. Acreditar que só a técnica resolve o problema do stock é um erro. Todos os colaboradores têm de ser formados em disciplina. No interesse da equipa.
As histórias deste artigo mostram uma coisa: o faça-você-mesmo custa. Meses, dinheiro e a paciência da equipa. Para as oficinas que querem aprender com estas experiências sem as viverem, existe uma resposta pronta. Material, caminho de impressão, disciplina — cada ponto resolvido, cada resultado testado no dia a dia.
Como se parece hoje a solução testada, fica na segunda parte: Impressora de código de barras — experiências com chapas de pedra natural.
Experiências custam — uma solução pensada poupa
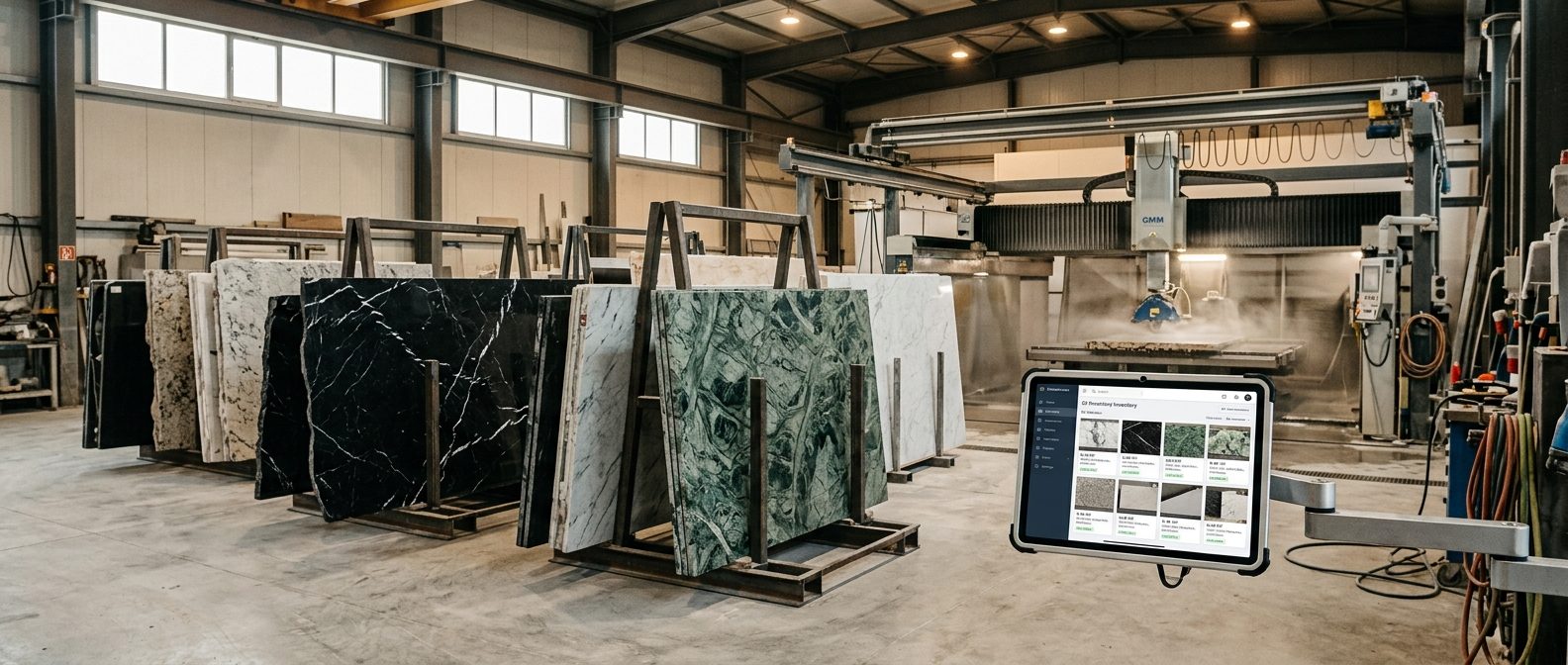
A DDL liga cada chapa de pedra natural a uma foto, medidas, veios e range. O código de barras na chapa abre o passaporte digital — reservas, localização, historial de obra. A Print Bridge resolve o caminho do tablet à impressora industrial. Sem meses de testes, sem improvisos — e ainda assim aberto a todas as marcas e às impressoras e scanners já existentes na oficina.
Conhecer a gestão de stockDescubra as soluções DDL

Fechar a sua própria obra dos códigos de barras?
Jan Keller mostra qual a impressora, qual o material e qual a ponte de software que se adequam à oficina. Uma conversa, 20 minutos.